寸法公差(サイズ公差)と一般公差(普通公差)の違いを理解することは、製造業や設計の現場で非常に重要です。
この記事では、その2つの違いについて詳しく解説し、実際にどういった場面で使い分けていくのか、事例を交えながら具体的な適用方法を紹介したいと思います。
公差について

寸法公差(サイズ公差)と一般公差(普通公差)の違いを把握するために、まずは「公差」という概念を知っておかないといけません。
ということで、まずは公差について解説したいと思います。
公差とは、製品を作った時や組み立てた時に生じる、大きさの誤差が許容される範囲のことを指します。
特に、加工において避けることができない誤差に対し、許容される数値の上限と下限の範囲(許容範囲)を示したものを公差として明瞭に表します。
例えば、旋盤機械を使ってΦ60mmの丸物の材料を加工するとします。
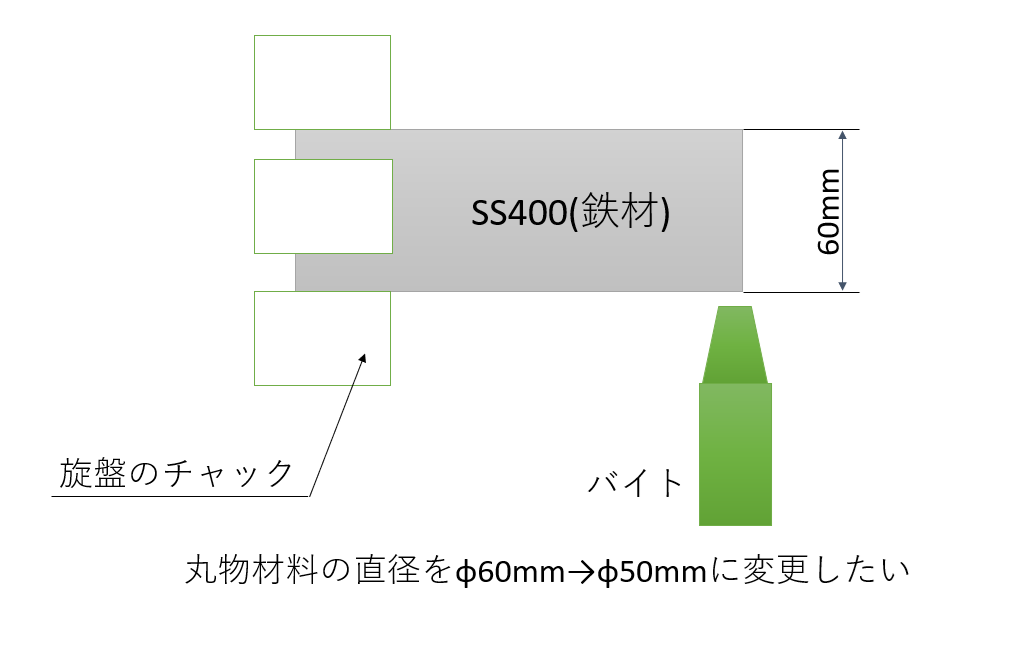
この丸棒を旋盤でΦ50mmの直径に加工するとき、基本的にぴったり50mmに仕上げることはできません。
50mmに近づけることはできても、正確に測定するとその材料はΦ50.2mmかもしれませんし、Φ49.95mmかもしれません。
特に、同じ部品をたくさん作る製造現場で毎回毎回寸法が大きくばらついている部品が出来上がってしまうと、せっかくいっぱい作った部品の品質を落としかねません(このような場合をロットアウトといいます)。
そのため、ここまでなら外れてもいいよ!っていう誤差(許容される誤差)を示しておく上限値と下限値の数字(公差)を明確に示しておく必要があるのです。
交差の設け方(決め方)

なるほど、公差について分かったよ、じゃあその公差はどうやって決めればいいの?とお思いかもしれません。
次はその公差の設け方(決め方)についてお話したいと思います。
交差の設け方(決め方)には、大きく分けて「寸法公差」と「一般公差(普通公差)」の2種類の考え方があります。
なんか使い分けるの難しそう・・・と思った方、大丈夫です安心してください。
実は、寸法公差と一般公差(普通公差)は適用するルールがあり、ここをおさえておけば簡単に使い分けることができます。
この2種類の違いや具体的な決め方について、詳しく見ていきましょう。
寸法公差(サイズ公差)
先ほどの、旋盤加工を例に説明したい思います。
あなたが現場で加工作業をしている方に、Φ60mmの丸棒材料をΦ50mmのサイズに加工してほしいことを頼むとします。
ここで、あなたがこの丸棒材料を使ってほかの部品とぴったり嵌合させたいときや、ここの部品だけはちょっとでも寸法が異なるとダイレクトに製品性能に影響が出てくるから、どうしてもシビアにつくってもらいたいとか、そういった要望があるときは、「寸法公差」を採用します。
寸法公差とは、各部品や図面の寸法に対して個別に設定する公差のことをいいます。
例えば、重要度の高い部分(位置決めや組付けに大きく影響する部位など)は厳しい公差を設定することで、高い精度で加工が行われるようになります。その代わりコストが上がります。トレードオフの関係ですね。
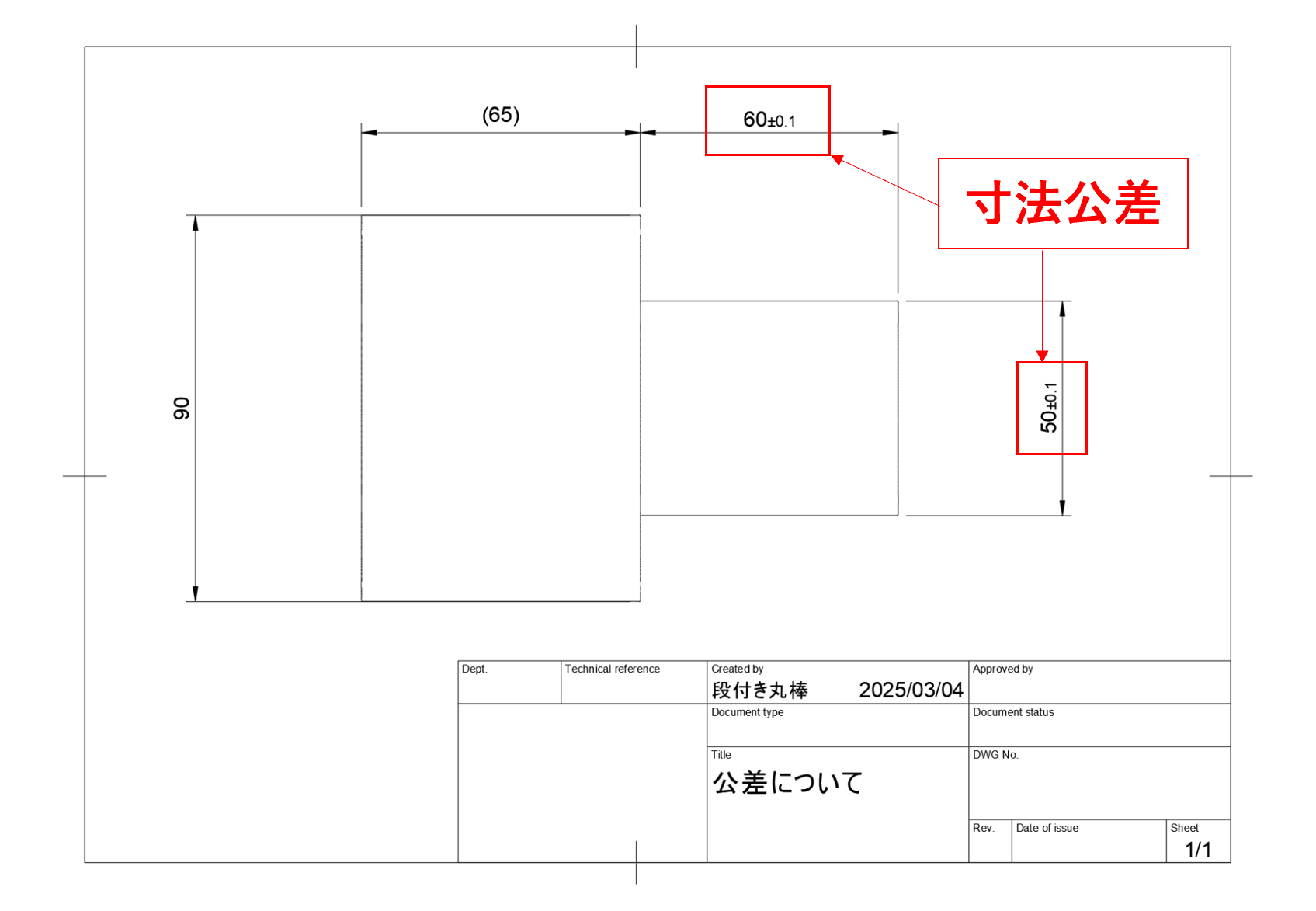
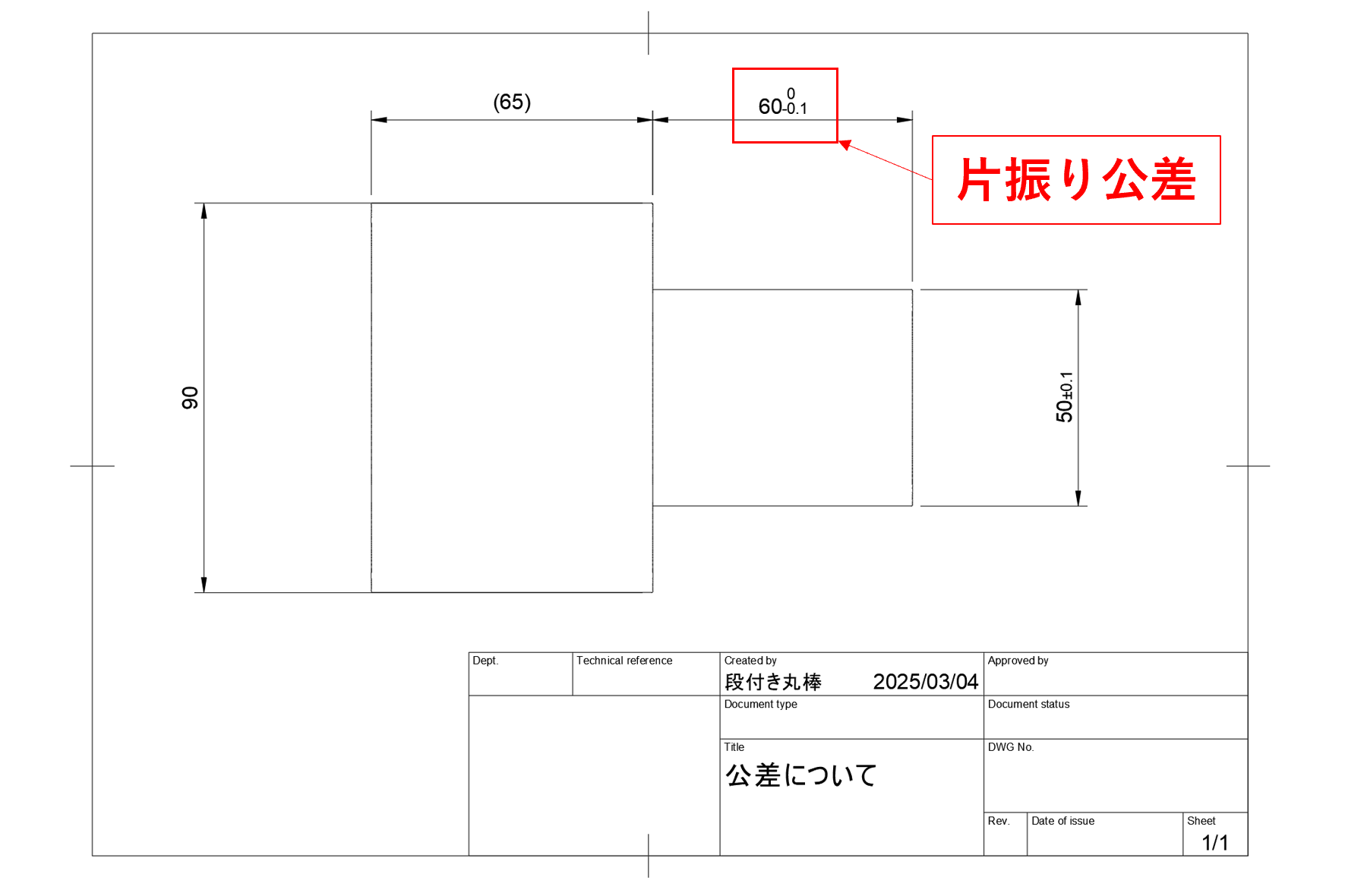
寸法公差は±〇〇で表記されることが一般的ですが、上限と下限の数値を異なる公差にしたい場合は「片振り公差」と呼ばれる方法を使います。この場合、上限値は上に、下限値は下に配置して2段に重ねて示します。
また、いずれか一方の値が0の場合、小数点以下の桁数は揃えずに「0」とだけ記載します。
交差を決めるときは、エンドユーザー(私たち)が製品を使用したときに問題が発生しないよう正しい公差を決めないといけません。また、部品を組み立てるとき、問題が起こったりしないか気をつけて設定する必要があります。
もし熱を持つ部品なら、熱膨張のことも考慮した公差にしておくと必要があります。
このように、寸法公差は特定の部品・箇所に個別の上限値・下限値の公差を設定して、高品質の部品を作りたいときに使用します。
一般公差(普通公差)
次は一般公差(普通公差)についてです。
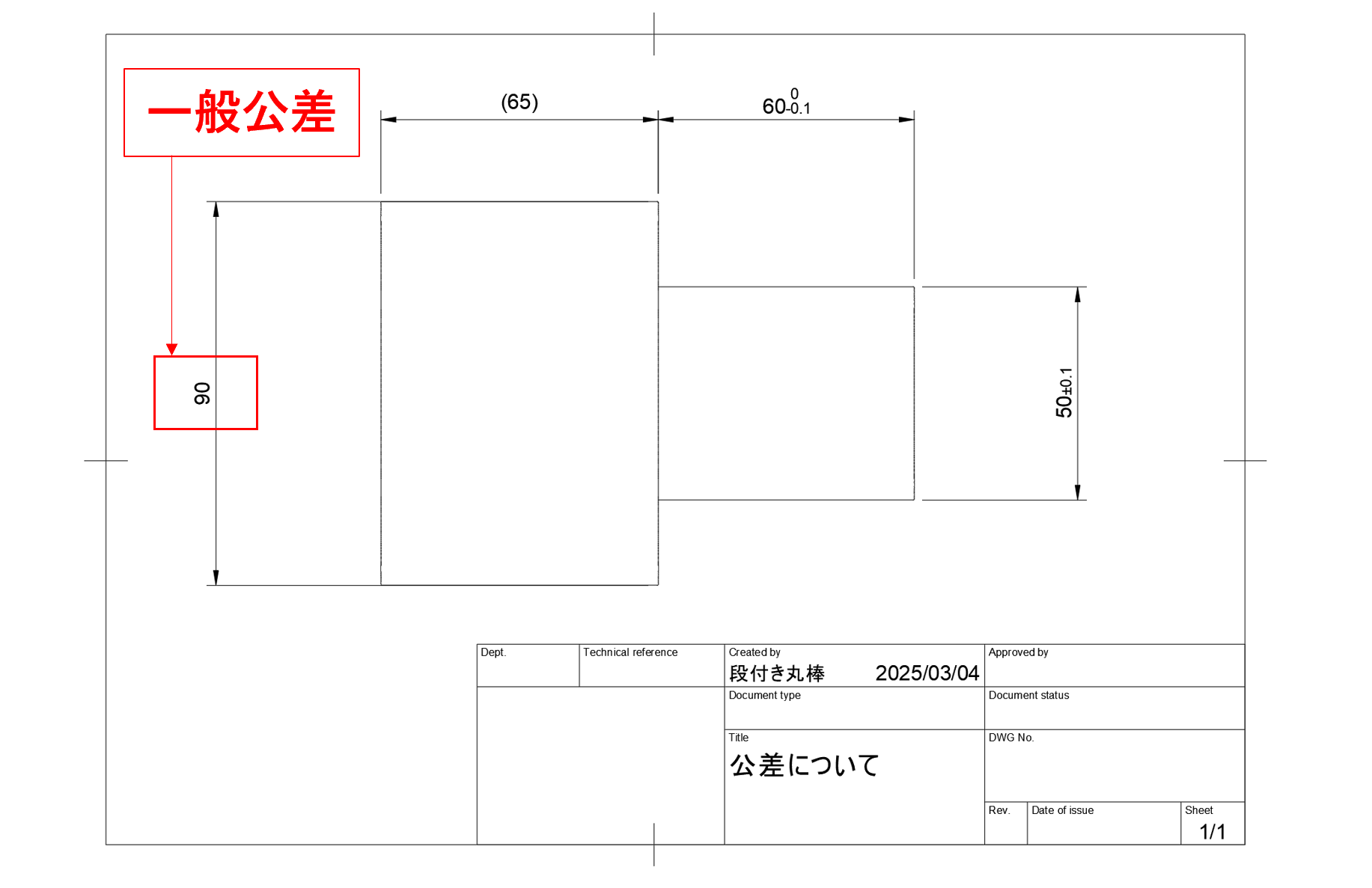
一般公差(普通公差)とは、図面などで特に公差の指示がない箇所に一律で適用される公差のことをいいます。
さっきの図面をもう一度みてください。
先ほどの図面で、公差の指定がなかった箇所(数字)はどこだったでしょうか?
答えは、「90」です。90のあとに±〇〇などの数値がついていない寸法、これが一般公差(普通公差)です。
基本的に図面に記載した寸法はすべてに寸法公差を入れるのがベストなんですが、すべてに記載すると加工がとても大変で、時間も労力もコストもかかりコスパがとても悪い製品になってしまいます。
そこで、許容差を厳しく設定したい部分については上述の寸法公差を使い、一方で、「ここはある程度公差を気にしなくても良いかな」と考える寸法については、JIS(日本産業規格)で定められた一般公差(JIS B 0405)を使用していく、という風に使い分けていきます。
そして、一般公差(普通公差)には等級があって、精級、中級、粗級、極粗級の4種類の等級に分かれています。
一般公差の等級について
ここでは、一般公差の等級(精級、中級、粗級、極粗級)についてのお話です。
例えば今回のような削り加工を行う場合、以下の表を参考にします(参考:個々に公差の指示がない長さ寸法 及び角度寸法に対する公差)。
| 公差等級 | 寸法【単位:mm】 | ||||||||
|---|---|---|---|---|---|---|---|---|---|
| 記号 | 説明 | 0.5以上 3以下 | 3を超え 6以下 | 6を超え 30以下 | 30を超え 120以下 | 120を超え 400以下 | 400を超え 1000以下 | 1000を超え 2000以下 | 2000を超え 4000以下 |
| 許容差 | |||||||||
| f | 精級 | ±0.05 | ±0.05 | ±0.1 | ±0.15 | ±0.2 | ±0.3 | ±0.5 | ― |
| m | 中級 | ±0.1 | ±0.1 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 |
| c | 粗級 | ±0.2 | ±0.3 | ±0.5 | ±0.8 | ±1.2 | ±2 | ±3 | ±4 |
| v | 極粗級 | ― | ±0.5 | ±1 | ±1.5 | ±2.5 | ±4 | ±6 | ±8 |
ここで、どの等級を使ったらいいの?と不安に思うかもしれません。
大丈夫です、これからその4等級についてご説明します。
わかりやすいように、先ほどの「90」の寸法を例に考えてみたいと思います。
先ほどの「90」という寸法、結論から言うと、超精密部品に使う場合や特殊な事情がなければ、一般的に「中級」を使っていきます。
この中級を使用することで、コスパと品質の良い製品を作ることができるのです。
例えば、先ほどの図面の「90」は、90mmなので上の表だと、「30を超え120以下」の「中級」公差を基本的に採用していきます。そうすると、ここの寸法公差は、
90±0.3
になります。この大きさの部品でこの寸法公差であれば、そこまで公差が厳しくなく、かつめちゃくちゃ品質が荒い部品にはならないので、スムーズに加工が進むことでしょう。
今回、私は一般公差の中級を適用しましたが、別の設計者さんにとってはここの「90」はどうしてもシビアにつくってもらいたいんだと考えている方もいるかもしれません。そうゆう場合、ここは寸法公差(サイズ公差)にしましょう。
一方、精級は加工の最終段階である仕上げ加工にて適用される場合が多いです。
特に、CNC旋盤やマシニングセンタなどを最新の工作機械を保有している製造工場では、この精級よりさらに上を行く精度の品質を出すことができ、ミクロン単位で寸法を出すことができる機械が多くあります。
これにより自社製品の品質アピールにもつながるので、現場用の図面ではあえてもっと厳しめの寸法公差を落とし込んでいる会社もあります。
粗級や極粗級については、そこまで精度がいらないときや、コスト優先で!って考えたいとき、汎用的な歯車、樹脂成形部品などでよく選ばれます。
たとえば低速で動く機械や、負荷が軽い機械なら粗級の歯車でも十分かもしれません。でも、実際に動かすときの音や振動が気になるなら、もう少し精度の高い中級にするのがいいかもしれません。
まとめると、使う機械・部品の用途に合わせて「どの等級がちょうどいいのかな」って都度見極めるのが大切ってことですね。
公差等級の指示について
一般公差(普通公差)は、国内ではJIS規格(例えばJIS B 0405など)、国際的にはISO 2768などがよく利用されます。
図面上に「公差はISO 2768-mに従う」や「一般公差はJIS規格中級に従う」などと書いておくことで、個別の寸法指示がない部分はこの一般公差を参考に許容範囲が適用されます。
個人的には、図面左下に一般的によく使用される中級公差を、長さ毎に表題欄として記載しておく(さっきの公差表を参考につくれます)とわかりやすいかと思います。
ということで、ここまで実際に図面を使って寸法公差(サイズ公差)と一般公差(普通公差)の違いについてお話してきました。
等級のまとめ
それぞれの等級の使い分けをまとめると、
- 精級:精密機械の金属部品など
- 中級:一般的な金属部品など
- 粗級:一般的な樹脂成形部品など
で大まかに区分されます。これを一つの目安に覚えてもらえれば大丈夫です。
もし仮に樹脂成形部品に精級を適用してしまうと、成形が困難になり部品コストが爆あがりしてしまうので、適切な等級を指定することが大事なのです。
カッコ寸法について
最後は、カッコ寸法についての解説です。ここも大切な内容なので、ぜひおさえておいてください。
カッコ寸法とは、図面上で カッコ でくくられた寸法のことで、しばしば「参考寸法」と呼ばれることがあります。
これは、図面の設計意図を明確にするために補足的な寸法を示したものであり、公差管理の対象とならない場合が多いです。
今回の図面の場合だと、カッコ寸法は「65」です。
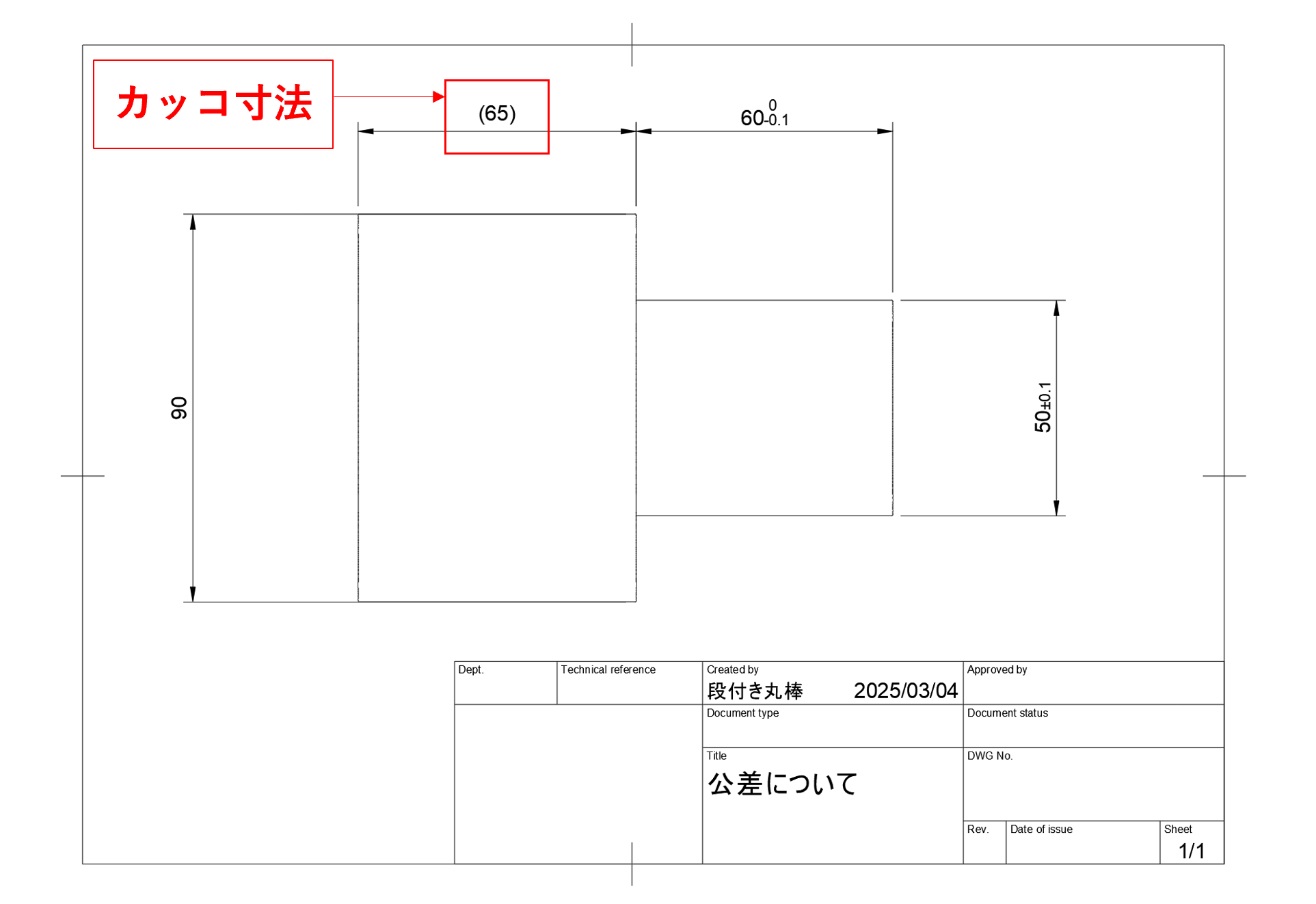
例えば、部品の組付けにおける相対的な位置関係や、寸法の合否判定には直接関わらない箇所の形状寸法などをわかりやすく示すために使われます。
ただし、カッコ寸法だからといって全く不要というわけではなく、現場では加工や検品の際に参考情報として活用することが多いです。
たとえ組立て位置や機能上重要ではない寸法であっても、加工上の利便性を考慮すると記載しておいたほうが親切だよねっていう場合などに載せたりします。
また、カッコ寸法を適用する際は、必要以上に乱用しないよう注意が必要です。図面が煩雑になる原因となったり、どこが基準寸法でどこが参考寸法なのか判別しづらくなる場合があるからです。
設計者としては、カッコ寸法を付与する意味合いや目的を明確にし、図面を読み手にとってわかりやすい形で構成することが大切です。
寸法公差と一般公差の違い(まとめ)
今回は、寸法公差(サイズ公差)と一般公差(普通公差)の違いについてまとめてみました。
寸法公差(サイズ公差)は、製品の特定の寸法に対して精密に管理したい場合に用いられる公差であり、設計段階で機能上必要な寸法精度を明確化するのに大きく役立ちます。
一方、一般公差(普通公差)は、図面に個別の公差指示がない場合に適用される規格化された公差で、コストや効率を意識しながら標準的な精度を確保したい場面で活用されます。
両者の使い分けを正しく理解することで、必要以上に厳しい公差を設定してコストが上がってしまう事態や、逆に公差管理が甘くなって品質問題を引き起こすリスクを最小限に抑えられます。
特に、設計段階や製造現場では、「どこにどれくらいの精度が必要か」を十分に検討し、適切な公差を設定することが重要です。